SAW 용접에 대해 쉽게 알아보자
먼저 ERW 용접에 대한 원리는 아래 글을 참조하기 바란다.
https://alwaysawake53.tistory.com/m/entry/ERW-%EC%9A%A9%EC%A0%91%EC%97%90-%EB%8C%80%ED%95%B4-%EC%95%8C%EC%95%84%EB%B3%B4%EC%9E%90
ERW 용접에 대해 알아보자
ERW용접이란? 피용접재의 두면을 마주 접촉한 상태에서 전류를 흘려 두 접촉면 사이 저항 발열을 일으켜 접합 ERW 용접 원리 고주파 전류의 표피효과 (Skin Effect)와 근접효과 (Proximity Effect)에 의해
alwaysawake53.tistory.com
SAW 용접 이란?
Submerged(잠기다) Arc Welding : 도포된 flux(산화 방지 물질) 내로 용접봉으로 전류를 연속 공급하여 용접봉 끝단과 모재 사이에 아크를 발생시켜 용접하는 방법
SAW 장단점
1. 장점
용착속도가 빠르며 용접 비드가 깔끔하다
용입이 깊으며 기계적 성능이 우수하다
아크가 비노출되어 가스 발생이 비교적 낮다
2. 단점
적용범위에 제한이 있어 박판이나 복잡한 형상 용접에는 잘 쓰이지 않음
열발생이 많아 용접 열영향부 물성이 저하
전자세 용접이 어려움
장비가격이 비쌈
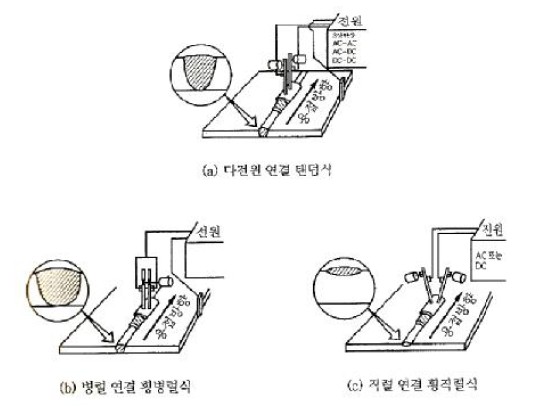
특징
전극수가 증가하면 용착량과 용접속도가 증가한다 . 동일한 입열량일 때 전극수가 증가하면 연화 저감, 인성 향상
결함 발생원인 및 주의사항
1. 형상불량
비드 높이 과잉 또는 부족시 용접 형상이 불균일
flux 도포 높이가 과하면 무게 때문에 용융 슬래그나 잔류 가스가 빠져나가지 못해 결함 발생
flux 도포 높이가 부족하면 대기 중 공기가 용접금속에 침입
2. 언더컷
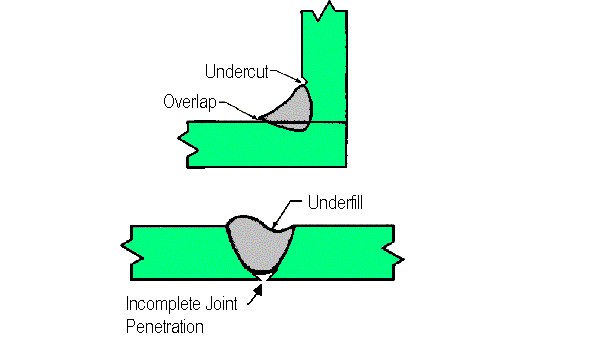
아크와 용융지에 의해 녹은 모재를 용융금속이 충분히 매워주지 못한 상태에서 응고되는 현상인데 이를 방지하기 위해서는 전류선정을 잘해야하며 용융슬래그 유동성이 좋은 flux를 사용해야함
3. 헤린본
생선뼈 형상의 움푹 패인 형상으로 이음부의 청정과 flux의 적정 건조시간을 준수해야한다.
4. 불로우 홀

용융 금속 중의 가스가 기포가 되어 부상할 때 주의가 응고되어 배출되지 못한 경우로 이를 방지하려면 이음부의 청정과 flux 도포량의 조절이 필요하다.